
中赫沃工环保设备
Mou Mou Jidian Generator
污水处理设备 废气治理设备
污泥处理设备 垃圾焚烧设备
客户统一服务热线
18866183923
18866183923
18866183923
18866183923

自动加药装置:提升工业自动化的新利器
在现代工业生产与环境保护中,自动加药装置作为一种重要的设备,扮演着越来越关键的角色。随着科技的进步与自动化水平的提升,自动加药装置的应用领域也在不断扩大。不仅广泛用于水处理、化工、制药、食品加工等行业,也逐渐走进了智能家居和农村污水治理等新兴领域。本文将详细介绍自动加药装置的工作原理、应用领域、主要类型、市场前景以及未来发展趋势。
一、自动加药装置的工作原理
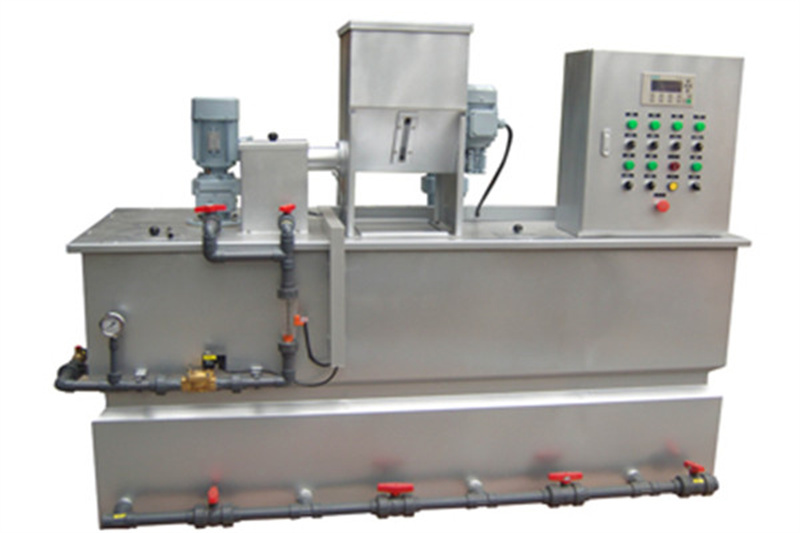
自动加药装置,顾名思义,是一种用于精确添加化学药剂或其他添加剂到预设介质中的设备。从结构上来看,它主要由药剂储存罐、加药泵、控制系统、管道系统和计量装置等组成。
1. 药剂储存罐:用于储存液体药剂,常见的材料有不锈钢、塑料等,具有良好的耐腐蚀性和密封性,确保药剂不受外界污染。
2. 加药泵:负责将储存罐中的药剂以设定的流量和压力输送到加药点。根据工作需要,加药泵有多种类型,包括隔膜泵、齿轮泵和螺杆泵等。
3. 控制系统:通常包含PLC控制器和传感器,用于实时监测介质的浓度、流量及其他重要参数,并根据设定的算法自动调整加药量。
4. 管道系统:连接各个设备,确保药剂可以顺利输送到指定位置,同时防止回流和泄露。
5. 计量装置:用于实时监测和记录药剂的使用情况,通常配备流量计和电子秤等设备,以便于后期的数据分析和优化。

二、自动加药装置的应用领域
自动加药装置的应用非常广泛,主要体现在以下几个关键领域:
1. 水处理行业:在污水处理和自来水净化过程中,自动加药装置用于添加消毒剂、凝聚剂和中和剂等,确保水质达到标准,同时提高处理效率。例如,氯化消毒过程常需用到自动加药装置,以确保氯的投加量恰到好处。
2. 化工生产:在化学反应中,药剂的准确投放是反应成功的关键,自动加药装置能够精确控制反应物的比例,避免因人为因素导致的生产中断或损失。
3. 制药行业:在制药过程中,药物的合成和配方对药效有直接影响,自动加药装置能确保各成分的投加量精准稳定,提高药品生产的质量和安全性。
4. 食品加工:在食品生产过程中,自动加药装置用于添加防腐剂、香精、色素等成分,确保食品的口感和保质期,同时也要符合相关的食品安全标准。
5. 农业领域:在现代农业中,自动加药装置可以用于添加化肥、农药等,提高作物产量和品质,同时降低人工成本。
6. 其它领域:如造纸、纺织、金属表面处理等行业,自动加药装置同样发挥着重要作用,通过自动化管理,提高了生产效率和环保水平。
三、自动加药装置的主要类型
自动加药装置的类型多种多样,以下是一些常见的设备类型:
1. 隔膜泵:工作原理是依靠隔膜的往复运动实现液体的吸入和排出,具有良好的密封性,适合处理腐蚀性和粘稠性介质。
2. 齿轮泵:利用齿轮转动形成的压力,将液体输送至外部。该类泵适用于高黏度液体,但对流体的侵蚀性较高的介质不宜使用。
3. 螺杆泵:以螺杆的旋转为动力,通过输送腔的容积变化来达到抽送的目的,具有良好的输送稳定性,适合各种液体的加药。
4. 电磁计量泵:根据电磁原理,实现精密的流量控制,适用于对加药量要求非常精准的场合。
5. 智能加药装置:结合物联网和大数据技术,实现在线监测、数据记录和远程控制,适合于现代化的工业流程。

四、市场前景与发展趋势
随着环保政策的日益严格和工业自动化的深入推广,自动加药装置在市场上的需求逐步上升。根据市场研究机构的预测,未来几年,自动加药装置的市场将保持稳步增长的趋势。主要驱动因素包括:
1. 政策推动:政府对环境保护的重视,将推动污水处理、饮用水净化等领域对加药设备的需求。
2. 行业转型升级:传统制造业加速向智能化、自动化转型,将推动对高度自动化设备的需求,包括自动加药装置。
3. 技术创新:随着传感器、物联网等科技的进步,自动加药装置将更加智能化,具备实时监测、远程操作等新功能,提升其市场竞争力。
4. 全球化市场:越来越多的国内企业进入国际市场,推动了自动加药装置的出口需求,全球化发展为其增长提供了更广阔的空间。
五、结语
从水处理到制药,从食品工业到农业,自动加药装置的广泛应用正在重新定义各个行业的生产方式。在未来的日子里,随着技术的不断进步与应用的不断扩展,自动加药装置必将成为推动工业智能化和环保事业发展的重要力量。
在选择自动加药装置时,企业要根据自身的需求和应用领域,选择适合的设备类型,并结合现代智能技术,实现高效、精准、可控的药剂投加。这不仅能有效提升生产效率,还能为企业带来更大的经济效益和社会效益。
同时,随着市场对环保和安全的重视程度提高,自动加药装置也面临着质量与技术的严峻挑战。只有不断创新,提升产品性能,才能在激烈的市场竞争中立于不败之地。
 手机网站
手机网站 微信
微信