
中赫沃工环保设备
Mou Mou Jidian Generator
污水处理设备 废气治理设备
污泥处理设备 垃圾焚烧设备
客户统一服务热线
18866183923
18866183923
18866183923
18866183923

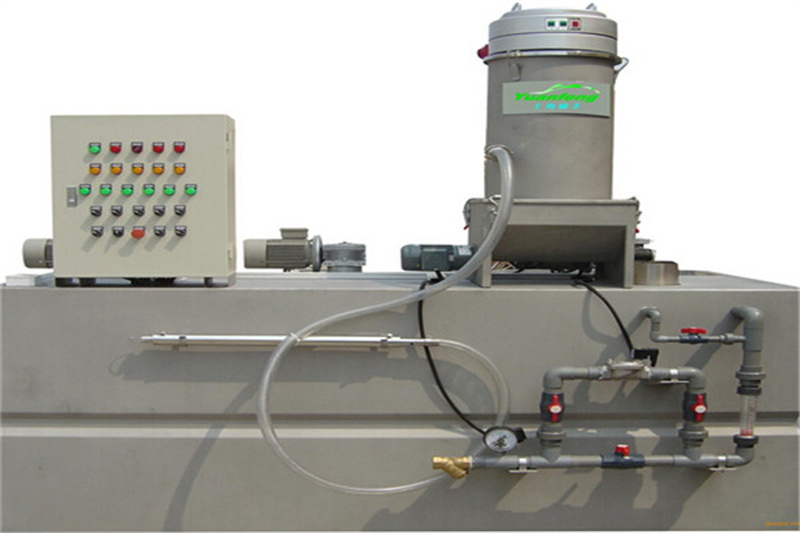
自动加药装置:提升工业效率与安全的关键技术
在现代工业生产中,自动加药装置正逐渐成为不可或缺的设备之一。随着自动化技术的不断发展,它不仅提高了生产效率,还在防止人为操作失误、促进安全管理方面发挥了重要作用。本文将深入探讨自动加药装置的工作原理、应用领域、类型、技术优势及未来发展趋势。
一、什么是自动加药装置?
自动加药装置是一种用于在生产和处理过程中,自动投放化学药剂或其他添加剂的设备。广泛应用于化工、污水处理、制药、食品加工等多个领域。这些装置可以根据预设的配比和时间,科学、精准地将药剂加入生产流程,有效确保产品质量的一致性和稳定性。
二、自动加药装置的工作原理
自动加药装置的核心在于其控制系统和投药机制。通常由以下几个部分组成:
1. 药剂储存罐:用于存放所需的药剂,通常具有良好的密封性能,以防止药剂的挥发和污染。
2. 控制系统:通过PLC(可编程逻辑控制器)或DCS(分布式控制系统)对加药装置进行监控和管理,确保各项参数(如流量、压力、温度等)在理想范围内。
3. 加药泵:负责将药剂按需输送到生产线路上,常见的有隔膜泵、齿轮泵和螺杆泵等不同类型,各有其适用场景。
4. 流量计:实时监控药剂的流量,保证加药的精确性,避免因药剂添加不当而导致生产风险。
5. 安全监控设备:如压力和温度传感器,保障设备的安全性,防止意外事故发生。
这些组件协同工作,使得整个加药过程自动化且可控,大大降低了人工干预的必要性。
三、自动加药装置的应用领域
1. 化工行业
在化工行业中,自动加药装置用于反应剂、催化剂等的投加,保证反应过程中的温度、压力等条件的稳定。例如,在酸碱中和过程中,根据实时监测数据,自动添加酸或碱,调节pH值至设定范围内,确保反应的顺利进行。
2. 污水处理
污水处理通常需要投加不同的药剂以实现去污和消毒,自动加药装置能够根据水质变化情况实现灵活调节,提升处理效率,减少对环境的影响。
3. 制药行业
在制药过程中,不同的药品配方对辅料的用量控制要求极高,自动加药装置可以确保药剂的精确投放,保证药品的质量和效力。
4. 食品加工
食品添加剂的使用也需要严格控制,为保证食品安全与口感,自动加药装置能帮助实现精准加药,确保每一批产品的质量一致。

四、自动加药装置的类型
根据不同的应用需求和药剂特性,自动加药装置可分为多种类型:
1. 按功能分类
- 单药剂加药装置:主要用于单一药剂的投放,适用于需求相对简单的场景。
- 多药剂加药装置:能够同时添加多种药剂,适用于较复杂的生产流程。
2. 按驱动方式分类
- 电动加药装置:依靠电能驱动,精度较高,适合常规化学药剂的输送。
- 气动加药装置:利用压缩空气驱动,具有很好的防爆性能,适合易燃易爆的环境。
3. 按控制方式分类
- 手动控制:适合小规模应用,灵活性较高,但容易出现操作失误。
- 自动控制:通过传感器、PLC等技术实现全面自动化,提升了加药的准确性和安全性。

五、自动加药装置的技术优势
1. 提高生产效率
自动加药装置通过精确的计量功能,确保药剂的及时投放,缩短生产周期,提高整体生产效率。
2. 降低人工成本
自动化系统能够减少对人工的依赖,降低了人力资源管理和劳动成本,同时避免因人员变动造成的操作不当风险。
3. 确保药剂添加的准确性
通过高精度的流量控制设备,能够保障药剂按预设比例自动投放,从而减少生产波动和质量问题。
4. 增强安全管理
借助先进的安全监控系统,自动加药装置在药剂投放过程中能够及时发现异常,保护生产环境的安全,降低事故发生的风险。
六、未来发展趋势
随着科学技术的不断进步,自动加药装置将会朝着更智能、更高效的方向发展。未来可能出现的趋势包括:
1. 智能化:结合物联网和人工智能技术,自动加药装置能够实现自我学习和优化,根据历史数据和当前环境自动调整加药策略。
2. 模块化设计:未来的自动加药装置可能会向模块化方向发展,使得设备更容易进行维护和升级,提升系统的灵活性与适应性。
3. 绿色化:随着环保要求的提高,自动加药装置将更加注重药剂的环保性和安全性,以及整个投药过程的资源节约。
4. 数据化:通过精细的数据分析,自动加药装置能够更好地与生产过程中的其他设备进行联动,提升整体生产的智能化程度。
结论
自动加药装置在工业生产中扮演着不可或缺的角色,其精准的投药能力和高效的自动化水平为各个行业提供了极大的便利。随着技术的不断进步和市场需求的提升,自动加药装置必将在未来的生产体系中发挥更加重要的作用。通过不断优化和升级,企业将能够在激烈的市场竞争中立于不败之地。
 手机网站
手机网站 微信
微信